Возможные дефекты сварных швов и способы их устранения
Когда речь заходит о дефектах сварного шва, их обычно делят на внутренние и внешние, внутренние соответственно неразличимы на глаз, внешние же можно увидеть. Так же их можно поделить на допустимые и недопустимые, что зависит от конкретно поставленной задачи, но в любом случае дефект есть дефект и он требует устранения. Хотя как и в обльшинстве случаев его легче предупредить, чем устранить. Для этого в первую очередь следует обратитьь внимание на такие факторы как квалификация сварщика и применяемая им технология, соответствие свариваемого материала с присадочным, чистоту свариваемой поверхности, качество применяемого оборудования и, наконец, используемый защитный газ. При должном соответствии вышеперечисленных факторов брак и дефекты сводятся к минимуму или же отсутствуют вовсе.
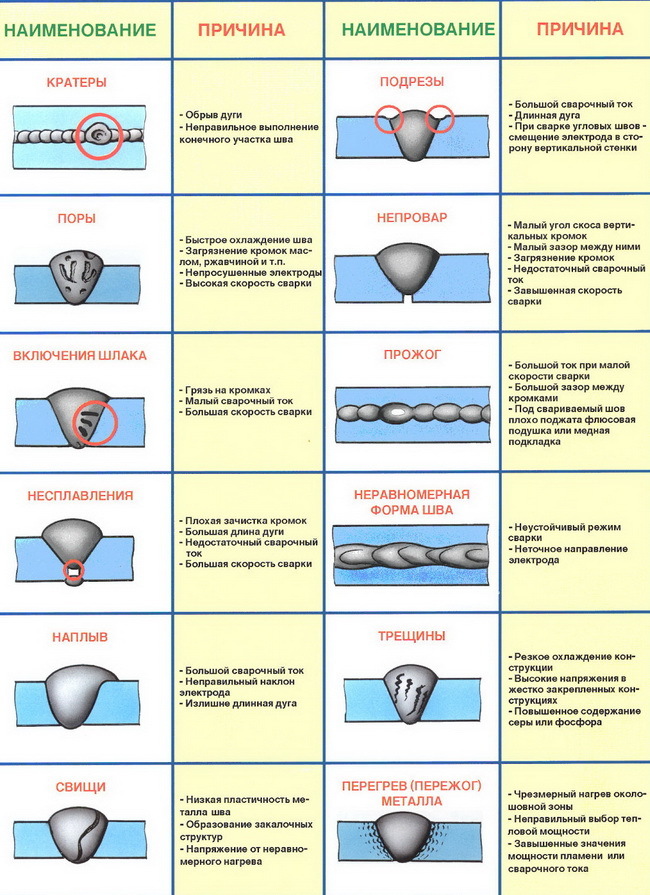
Теперь несколько подробнее о видах дефектов:
- внешние дефекты - как уже говорилось выше к ним можно отнести те, которые видно невооруженным глазом. Одним из таких дефектов является непровар - когда сварочный щов не проникает на всю толщину металла, как правило происходит из-за недостаточного сварочного тока, а так же из-за плохой подготовленности кромок соединения. Обратным его проявлением можно назвать прожег - сквозное отверстие в сварочном шве, и, как можно догадаться, зачастую происходит из-за слишком сильного сварочного тока и невыскокой скорости сварки. Устраняются повышением и понижением сварочного тока соответственно. К внешним дефектам так же относится подрез (канавка в основном металле по краям шва), устраняется уменьшением длины дуги, наплыв (являет собой собственно наплыв присадочного материала на основной без сплавления), решается обычно качественной чисткой учатска для сварки (для этого применяют специальные травильные пасты) и выбором соответствующего материалам режима работы. Еще один внешний вид дефектов - кратер, образуется в результате резкой остановки процесса сварки, решается постепенным уменьшением сварочного тока к концу процесса сварки, большинстов современного оборудования имеют соответствующие программы.
- внутренние дефекты - к таковым дефектам стоит относиться предельно внимательно, поскольку сразу их различить не всегда представляется возможным, но они могут повлиять на качество и прочность сварного шва. Среди них выделяют: горячие трещины - образуются вдоль или поперек шва, а причиной зачастую служит неверно выбранный присадочный материал; холодные трещины - возникают уже после остывания материалов, образуются при слишком высоких нагрузках для данного сварного шва, т.е. когда шов разрушается под физическим воздействием; поры - данный дефект может быть вызван плохой отчисткой сварочной поверхности (присутствие масел, краски на поверхности или при наличии несовместимых сплавов), избыточный или слабый поток защитного газа, а так же засор в сопле или повреждение систем подачи газа. Решением соответственно является устранение вышеперечисленных причин. Так же следует сказать что поры частично можно отнести и к внешним дефектам, поскольку они могут образовываться как на поверхности шва, так и внутри него.
Подводя итог можно сказать что сварочные работы можно выполнить качественно только полностью соблюдая технологии сварки и порядок подбора присадочных материалов и оборудования исходя из соответствия поставленным задачам. Мы настоятельно рекомендуем Вам выполнять свою работу качественно, ведь в дальнейшем от ее результатов могут зависеть человеческие жизни.