








Процесс сварки вольфрамовым электродом
При выполнении сварочных работ в качестве электрода применяется вольфрамовый стержень, температура плавления которого выше температуры, до которой он нагревает свариваемые детали. Работы ведутся в среде ограждающего газа для защиты шва и электрода от воздействий внешней среды, чаще всего применяют аргон, гелий и некоторые их смеси. Вольфрамовые электроды используют для сварки цветных металлов (Вольфрамовые электроды WT-20) и высоколегированных сталей. Необходимо отметить, что при задействовании вольфрамового электрода можно достичь получения отличного сверхпрочного сварного шва, причем свариваемые модули могут быть неоднородного химического состава.
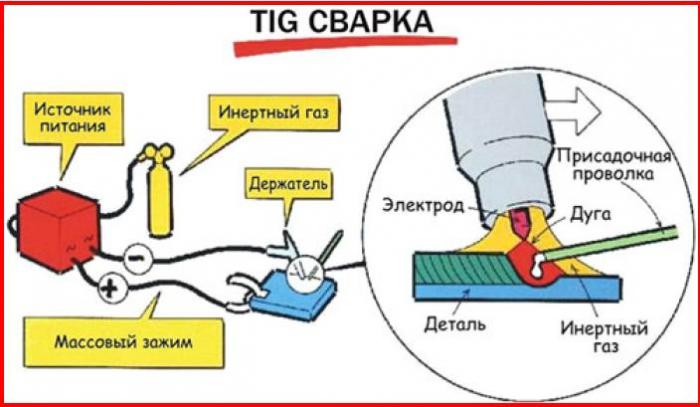
Сам процесс сварки происходит следующим образом: вольфрамовый электрод заключен в токопроводящем устройстве горелки и окружен керамическим соплом. Благодаря электрической дуге на стыке свариваемых металлических деталей образуется цельная расплавленная ванна. Аргон подается по токопроводящему приспособлению, вытесняя кислород. Электрическая дуга при этом сжата и собрана на очень небольшой поверхности, благодаря чему в зоне плавления достигается температура от 4000 до 6000 °C. Подобный вид сварки предусматривает подачу в дугу присадочного материала — присадочной поволоки для усиления шва.
Сварной шов получается целостным со свариваемыми элементами, это залог гарантии высокого уровня надежности и длительной эксплуатации продукта (вольфрамовые электроды WL-20). При дуговой сварке чаще всего применяется аргон, но при сварке алюминия, толщина которого меньше 1/4 дюйма, применяется смесь с гелием. Делается это для того, чтобы добиться необходимой теплопроводности. В редких случаях при помощи аргонно-гелиевых смесей зажигают дугу, после чего сварку проводят исключительно с гелием. Подобный прием используют, когда нужно сварить толстолистовой алюминий при постоянном токе. Стыкуя для сварки металл толщиной до 10 мм, работы ведутся справа налево. Если толщина меньше 10 мм, то угол между соплом аппарата и рабочим материалом должен быть 60 градусов. Металлы с большей толщиной сваривают под углом 90 градусов. При работе с автоматической и полуавтоматической сваркой вольфрамовый электрод должен находиться под углом 90 градусов, при этом присадочный пруток располагается впереди дуги.
Несмотря на относительно низкую степень износчивости, на вольфрамовом электроде со временем появляются наросты окислов, которые еще называют коронками. Эти наслоения ведут к тому, что электрическая дуга начинает блуждать по сварочной поверхности. Образования наростов можно предотвратить, если интенсивно охлаждать электрод, и вероятность образования «коронки» уменьшается, если максимально повысить газовую защиту.
Если вы выбрали правильный режим сварки, то боковая поверхность и конец электрода должны блестеть. Мутная поверхность говорит о том, что тепловая нагрузка на электрод превышает рекомендуемую.
Проверить надлежащий расход аргона достаточно просто: если после сварочных работ электрод имеет зеленоватый, сизый или черный налет, это означает, что расход аргона небольшой, или после отключения дуги затрачено мало времени для продувки аргона.
Вольфрамовые стержни следует затачивать твердыми мелкозернистыми дисками для того, чтобы не допустить образования бороздок и выступов на электроде.
Получить более полную информацию о сварочных материалах и особенностях всех типов сварочных работ вы можете в Инженерно-техническом центре «Геллиос». Мы долго и упорно изучали сварочное дело для того, чтобы помочь вам в возведении самых смелых строительных конструкций.
Подобрать нужный вольфрам можно вот тут